1 | 2 | 3 | 6 |
Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные
карты. Принято считать, что идея контрольной карты
принадлежит известному
американскому статистику Уолтеру Л. Шухарту. Она была
высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они
использовались для регистрации результатов
измерений требуемых свойств продукции. Выход параметра за границы поля допуска
свидетельствовал о необходимости остановки производства
и
проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти
процедуру, которая бы накапливала информацию
не только для ретроспективного
исследования, но и для использования при принятии
решений. Это предложение опубликовал американский статистик И. Пейдж
в 1954 г. Карты, которые используются при принятии решений
называются кумулятивными.
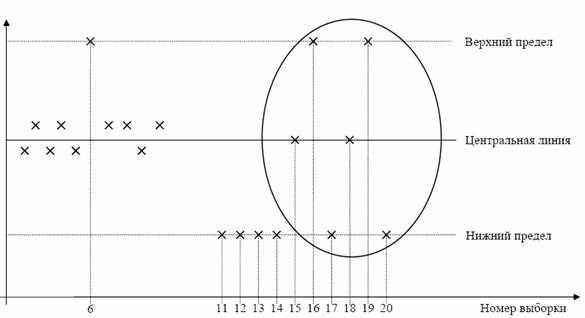
Контрольная карта (рис. 3.5) состоит из центральной линии, двух контрольных пределов (над и под центральной
линией) и значений характеристики (показателя
качества), нанесенных на карту для представления
состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) п
изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке
процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
♦ выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
♦ расположение группы последовательных точек около одной контрольной границы, но не выход за нее
(11, 12, 13, 14), что свидетельствует
о нарушении уровня настройки оборудования;
♦ сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно
средней линии, что свидетельствует о снижении
точности технологического процесса.